 新浪微博
新浪微博 騰訊微博
騰訊微博

山西永鑫生:鍛造鍛件時金屬的鍛前加熱
鍛前加熱的目的
在鍛造、軋制等熱成形過程中,需要將變形金屬加熱到一定的溫度進行成形,獲得所需要的形狀和尺寸。鍛前加熱的主要目的是:提高金屬的塑性,以利于鍛件成形和獲得良好的組織和性能;降低變形抗力,以便減少加工設備的能耗及提高鍛模的使用壽命。鍛造前加熱是整個鍛造過程中的重要壞節之一。對提高鍛件生產率、保證鍛件質量及節約能源消耗等都有直接影響。
鍛前加熱的方法
鍛造前金屬的加熱方法,按采用的熱源不同,分為火焰加熱和電加熱兩大類。
1.火焰加熱
火焰加熱是利用燃料,如煤、焦炭、敢油、煤氣、天然氣等,在加熱爐內燃燒所產生的熱量,使坯料加熱到所要求的溫度。
火焰加熱時,加熱溫度低于700℃時,加熱主要通過高溫氣體的對流傳熱,使毛坯加熱。溫度高于700℃以后,毛坯加熱通過輻射傳熱為主。
火焰加熱的優點:燃料來源方便,爐子維修及其加熱費用低,加熱適應性強。加熱坯料的尺寸范圍較大等。燃料加熱方法已廣泛應用于各種坯料的加熱。
火焰加熱的缺點:勞動條件差,加熱速度慢,熱效率低,溫度與加熱質量較難控制等。
2.電加熱
電加熱是利用電能轉換為熱能來加熱坯料,按其傳熱方式分為電阻加熱和感應加熱。電加熱的優點:升溫快:爐溫容易控制,氧化、脫碳和污染較少,勞動條件好,便于實現自動化和機械化。不足之處是設備投資較大、爐子結構復雜。
(1)電阻加熱。電阻加熱根據電阻發熱元件不同分為電阻爐加熱、接觸電加熱、鹽浴爐加熱等。
鍛造鍛件時的電阻爐加熱是利用電流通過爐內的電熱體產生的熱量,加熱爐內金屬坯料,其原理圖如圖3-1所示。這種加熱方法的加熱溫度受電熱體的使用溫度的限制,常用的電熱體有金屬電熱體(鎳鉻絲、鐵鉻鋁絲等)和非金屬電熱體(碳化硅棒、二硅化鉑棒等),和其他電加熱法相比,電阻爐的熱效率和加熱速度較低,但對坯料加熱的適應性較廣,有利于實現機械化、自動化加熱。可實現保護氣體進行少無氧化加熱。
接觸電加熱的原理如閣3-2所示。將被加熱的坯料直接接入電路,當電流通過坯料時,因坯料自身的電阻產生電阻熱使坯料得到加熱。坯料電阻值很小,要產生大量的電阻熱,必須通入很大的電流。因此在接觸電加熱中采用低電壓大電流,變壓器的副端空載電壓一般為2~15V。
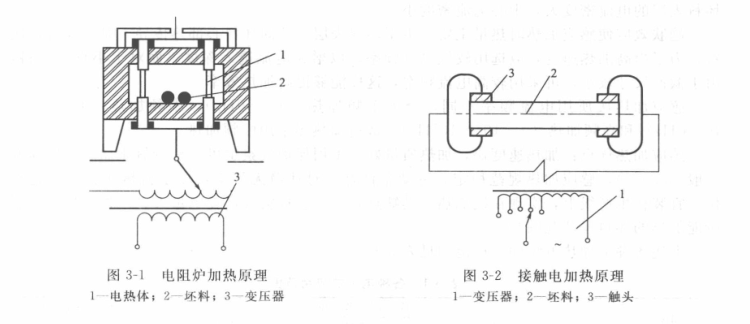
接觸電加熱除了具有電加熱的共同優點外,由于它是直接在被加熱的坯料上將電能轉化為熱能,具有設備構造簡單、熱效率高、操作簡單、耗電少、成本低等優點,特別適于細長棒料和棒料局部加熱,加熱細長棒料的效果比感應加熱要好。但是它要求被加熱的坯料表面光潔、下料規則、端面平整,但加熱溫度的測量和控制比較困難。
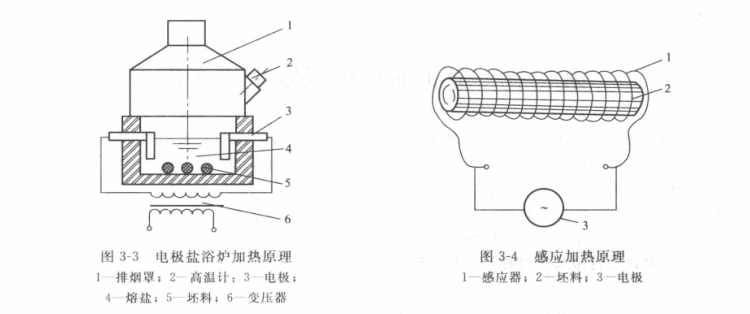
鹽浴爐加熱是電流通過爐內電極產生的熱量把導電介質熔融,通過高溫介質的對流與傳導將埋入鹽介質中的金屬坯料加熱,內熱式電極鹽浴爐原理如圖3-3所示。這種方法加熱速度快,加熱溫度均勻,吋以實現金屬坯料的整體或局部的無氧化加熱,減少和防止氧化和脫碳現象。鹽浴表面熱輻射損失大,輔助材料消耗大,勞動條件差。
(2)感應電加熱。感應電加熱近年來應用越來越廣泛,特別是大量用于精密成形的加熱。這是因為感應電加熱具有加熱速度快、加熱質量好、溫度易于控制、金屬燒損少、操作簡單、工作穩定、便于實現機械化、自動化。感應電加熱勞動條件好,對環境沒有污染。其缺點是:設備投資費用高、毎種規格感應器加熱的坯料尺寸范圍窄,耗能大于接觸電阻加熱,小于電阻爐加熱。感應加熱的原理如閣3-4所示,在感應器通入交變電流產生的交變磁場作用下,置于交變磁場中的金屬坯料內部便產生交變電勢并形成交變渦流。由于金屬毛坯電阻引起的渦流發熱和磁滯損失發熱,使坯料得到加熱。由于感應加熱時的趨膚效應,金屬坯料表層的電流密度大,中心電流密度小。
趨膚效應使感應加熱時熱量主要產生于坯料表層,并向坯料心部熱傳導。對于大直徑坯料,為了提高加熱速度.應選用較低電流頻率,以增大電流透入深度。而對于小直徑坯料,由于截面尺寸較小,可采用較高電流頻率,這樣能夠提高加熱效率。
感應加熱按所用電流頻率不同,分為工頻加熱(f/=50Hz),中頻加熱(f/=500~10000Hz)和高頻加熱。鍛造加熱多采用中頻加熱。
感應加熱優點:加熱速度快,加熱質量好,不用保護氣氛也可實現少氧化加熱(燒損率一般<0.5%),感應加熱規范穩定,勞動條件好,對環境無污染,便于機械化、自動化操作,宜裝在生產線上,實現在線加熱。其缺點是:設備投資大,耗電量大,一種規格感應器所能加熱的坯料尺寸范圍窄。上述各種電加熱方法的應用范圍見表3-1。
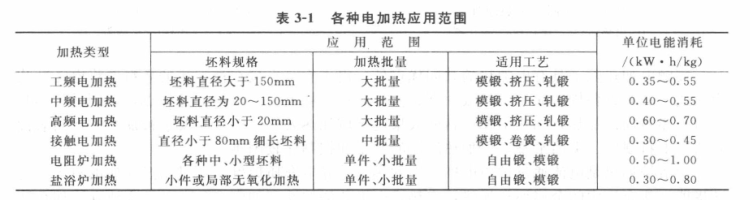
加熱方法的選擇要根據具體的鍛造要求及投資效益、能源情況、環境保護等多種因素來確定。燃料加熱目前應用比較廣泛,大型鍛件往往以燃料加熱為主,對于中小型鍛件可以選擇燃料加熱,電加熱主要用于加熱質量要求高的鋁、鎂、鈦、銅和一些高溫合金的鍛造加熱。
山西永鑫生鍛造有限公司,位于山西省忻州市定襄縣師家灣工業區,是一家以生產車輪鍛件、環形鍛件、軸類鍛件、筒體鍛件、齒輪鍛件、不銹鋼鍛件、大型法蘭等各類金屬制品,是一家專業鍛造加工生產鍛件的企業。產品均可按照圖紙、化學成分生產,自由鍛、模鍛、粗加工、熱處理、精加工一體化完成。長期與起重機、石油、化工、礦山、冶金、液壓、焦化、火車、工程機械等企業合作。配套生產車輪、滑輪、鏈輪、齒輪、齒圈、環件、筒類、軸類、缸體、方塊、模塊、支撐座、法蘭等鍛件產品。
我們只做好鍛件 大型鍛件zrxhw.com

文章原創如需轉載請注明永鑫生鍛造廠提供!



